Daimler 190SL
Restoration Work
 Solex carburetter PHH44
Solex carburetter PHH44
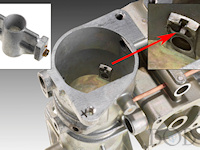
 slight ridge in the bore
slight ridge in the bore
Carburetters for Mercedes-Benz-cars are
generally reconditioned, but some types require extra attention, for example PHH44 series for DB 190 SL:
These second-stage vacuum-controlled, horizontal twin-choke carburetters are the predecessors of the later INAT models- 230 and 250- series. As the throttle spindle of the second stage wears, the disc tends to chatter in the bore and a slight ridge is formed. As wear progresses, the disc does not seat properly, and rogue mixture creeps past causing a high tickover, increasing as the wear increases.
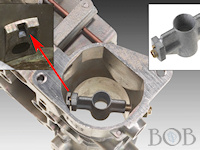
Saving a damaged body
 damaged body
damaged body
 Repair-welded, fettled, bored out and with new oversize disc.
Repair-welded, fettled, bored out and with new oversize disc.
Damage about the periphery of the securing bolts (inlet-manifold flange) is repaired with the use of special filling-rods using the equipotential shielded-arc method, finally being machined to original specification. Further damage is prevented by the use of special steel thrust washers, included with every set-up.
The only way to save these original, rare bodies, is to bore them out to a diameter of Ø44,5mm (if that is not enough Ø45mm) and have oversize discs made, similar to
Porsche 40PII.
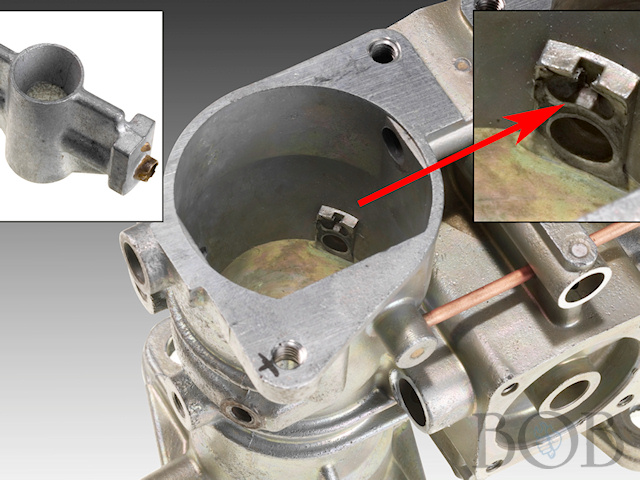
flange damaged?
 damaged flange
damaged flange
As it´s very difficult to fit the support tube between the air-collector box and the engine-block, the easiest solution is to leave it out here´s the result. Check the flange for hair-line cracks, or if the flange is broken off as here, as they are irreparable if this is the case!
Δ Back to Top
spindle lip seals in first stage
 spindle lip seals
spindle lip seals
Another problem that arises with this series, are the spindle lip seals fitted to the first stage. As the carbs are mounted directly above the exhaust manifold, they get extremely hot, and these seals, manufactured out of thermoplastic, break down, crack and are useless after a short time (about 5000 km.). The seals on the left are from a standard Solex downdraught carb and the ones on the right from a 190 SL. I don´t use these seals any more, and have the advantage that I use the existing seal-groove for wider bushes(about 33% wider) improving wearing coefficiency - my spindles are hard-chrome plated (basically wear-free) anyway.
Optimisation of Synchronising
 steeringshaft and ballheads
steeringshaft and ballheads
Don't forget to check the throttle slave-shaft, complete with the two short connecting-rods, ball-heads and ball-cups. Sometimes the two small return-springs (accelerator-pump) are not strong enough to return these throttle-levers to the tickover position. This is only achieved by the long return spring, which connects the throttle slave-shaft to the air-collector box. This means that when the throttle slave-shaft, ball-cups and ball-heads are worn, it`s possible, that the second carburetter throttle-lever doesn`t close properly. This leads to a very unsteady tickover, and it's not possible to synchronise the carburetters. If this is the case, I can newly overhaul the throttle slave-shaft and connecting-rods: the carrier tube is cleaned and fitted with new bushes and the worn shaft is replaced with a new one made of silver-steel (extremely wear-resistant). The connecting-eye for the large return-spring is also rewelded and fettled clean or replaced. All ferrous-parts are electricly galvanised, all ball-heads and cups are replaced, and also the short connecting-rods are regalvanised.
Now you can synchronise the carburetters properly.
Δ Back to Top
Reconditioning of the complete inlet-system
 Inlet manifold with brass threaded unions (left)
Inlet manifold with brass threaded unions (left)
It`s also possible to overhaul the complete inlet-system (please check archive). The two aluminium inlet-manifolds and air-collector box are bead-blasted (as with carburetters), and all the steel threaded unions and connecting-pieces are removed (drilled or sawn) as these are normally rusted solid. These are all replaced by high quality brass threaded unions, which will not rust again. These are even cheaper than steel threaded unions, but they can be removed at any time, preventing the aluminium inlet manifolds being damaged. The hot-start mechanism and bell-crank (under the front carburetter) can also be overhauled in a similar way as the slave-shaft, i. e. newly bushed and galvanised.
Broken steel-ferrules
 broken steel-ferrules
broken steel-ferrules
The threaded steel-ferrules may sometimes rust solid and this is the result when they are removed. These can be repaired by the use of Helicoil-inserts check pricelist. Furthermore, I can offer new solid-brass ferrules check price-list - which are guaranteed never to rust again.
New injector-tube
 new injector-tube
new injector-tube
Due to the use of oversize 6mm studs, the injector-tube can be crushed and no more fuel can pass. These may be repaired through the use of new tubes being silver-soldered into place.
Check the pre-emulsifier securing screws
Always check that the pre-emulsifier securing screws are tight, otherwise such damage may occur. This is repairable through use of a spezial miller head see price list.
Vacuum pipe
It´s essential to check the vacuum pipe isn´t fractured (that sits between the inlet manifolds) this can lead to serious induction of false air.
Working-Plan and Instructions
A detailed working-plan and adjusting instructions are supplied with every set-up, to help final tuning at home.
You'll find more Repro-Parts on the
repro-page and in the
pricelist.
Δ Back to Top

 English
English Daimler-Benz
Daimler-Benz General Work
General Work Publications
Publications Timetable
Timetable References
References Links
Links Pricelist
Pricelist Archive
Archive Tuning Information
Tuning Information SU
SU  Porsche
Porsche Electric
Electric Air Valve Bds.
Air Valve Bds. Reproduction
Reproduction That's me
That's me Workshopcam
Workshopcam Fun
Fun Contact
Contact Roadmap
Roadmap Terms of Trd.
Terms of Trd. Import/Export
Import/Export Impressum
Impressum Welded and machined
Welded and machined